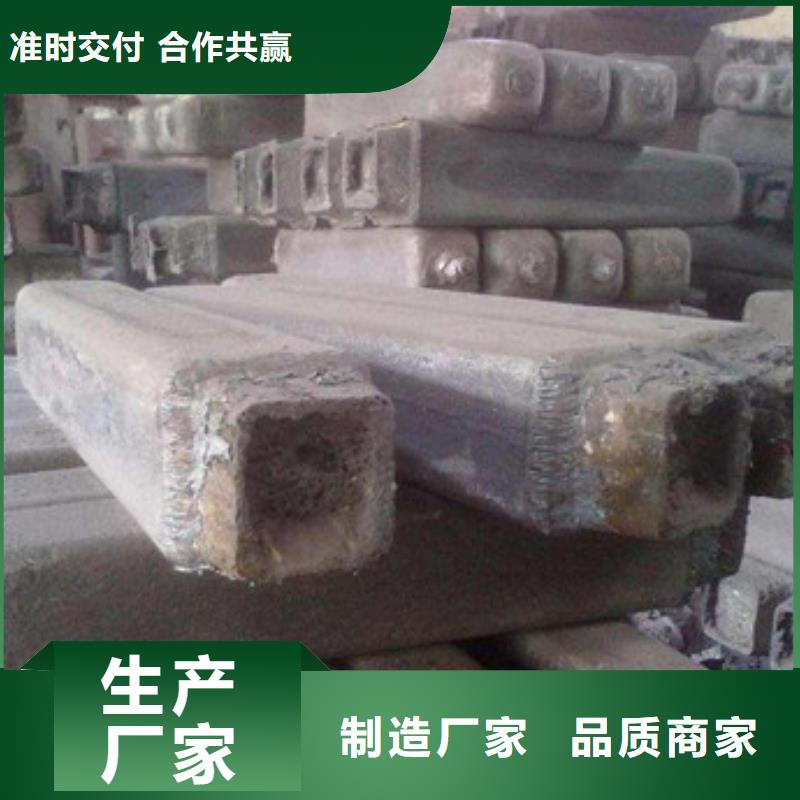
【全新视界!】【绍兴】 本地 钢锭_合金钢厂家优良工艺产品视频,带你领略产品新风尚!
以下是:绍兴【绍兴】 本地 钢锭_合金钢厂家优良工艺的图文介绍


专业修补剂表面处理:除去铸钢件表面松动物质,采用喷砂、电砂轮、钢丝刷或粗砂纸等方式打磨,提高修复表面的粗糙度,使用丙酮清洗剂擦拭,以清洁接着表面。
专业修补剂涂胶:修补剂是由A、B双组份组成,使用时严格按规定的配合比将主剂A和固化剂B充分混合至颜色均匀一致,并在规定的可使用时间内用完,剩余的胶不可再用。
专业修补剂将混合好的修补剂涂抹在经处理过的基体表面,涂抹时应用力均匀,反复按压,保证材料与铸钢件的基体表面充分接触,以达到更佳的效果。需多层涂胶时,需对原涂胶表面进行处理后再涂抹。
专业修补剂在低于气温25℃时可适当延长固化时间,当气温低于15℃时,采用适当的热源进行加热(红外线、电炉等),但加热时不可以直接接触铸钢件的修补部位,正确操作是热源离修补表面40cm以上,60~80℃保持2~3小时。



新物通物资有限公司是生产 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、的专业性企业,已有多年的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、生产历史。公司是以 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品为主业,集研发、制造、销售服务于一体,建有完整的质量保证体系,技术力量雄厚,检测手段先进。 本公司产品按国家标准 设计制造,企业技术力量雄厚,建有先进的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、性能测试系统,以科技为先导,不断进行创新,面向市场生产用户满意的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品。


由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;浇注系统的结构力求简单、且截面尺寸比铸铁的大;采用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改善。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状复杂的铸件,其浇注温度约为钢的熔点温度+150℃;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
由于铸钢的收缩大大超过铸铁,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口和、冷铁和补贴等措施,以实现顺序凝固。
此外,为防止铸钢件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、以免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空心型芯和油砂芯等来改善砂型或型芯的退让性和透气性。



在箱体内框四角,加设Ф20钢筋冷铁,这就在易裂部位加放了冷铁,消除了该处的裂纹。
为了弥补收缩不回来铸件整体内框尺寸较大的不足,内框的工艺补正量由原来的3mm,增加到5mm。
铸钢件在力学性能的各向异性并不显著,这是优于锻钢件的一方面。研究工作表明:轧制钢材纵向力学性能通常略高于同牌号的铸钢件,横向性能则低于铸钢件其平均性能基本上与质量良好的铸钢件大致相同。有些高技术产品,在零件的设计过程中往往要考虑材料在三个坐标轴方向的性能,铸钢件的上述长处就值得被重视了。
铸钢件不论其重量大小、批量多少,均易于按没计者的构思制成具有合理外形和内部轮廓、刚度高、形状复杂且应力集中不显著的零件。单件或小批量生产时,可用木质模样(模样及芯盒)或聚萃乙烯气化模样,生产准备的周期很短。大批量生产时,可用塑料模或金属模样,并用适当的造型工艺,使铸件有符合要求的尺寸精度和表面质量,这些特点是锻件难以做到的。







 扫一扫
扫一扫